
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Lazer Kaynağında Tel Beslemeyi Anlamak
2025-01-20
Lazer kaynağında tel besleme teknolojisi, yüksek kaliteli kaynak elde etmek için önemli bir bileşendir. Tel malzeme, çap, tel besleme yöntemi ve tel besleme hızını doğru bir şekilde kontrol ederek kaynak verimliliği ve eklem kalitesi etkili bir şekilde geliştirilebilir. Aşağıdaki tel besleyici, tel seçimi, tel besleme hızı ve diğer teknik noktaların çalışma prensibi detaylandırılmıştır.
1. Tel besleyici çalışma prensibi
Tel besleyici, kaynak kablosunu lazer kaynak alanına teslim etmek için özel olarak kullanılan bir cihazdır. Çalışma süreci aşağıdaki ana bağlantıları içerir:
Tel besleme motoru:Tel besleyici, kaynak telini kaynak tabancasına itmek için tel besleme sistemini motordan sürer.
Tel besleme tüpü:Tel besleyici, kaynak kablosunu ince bir dağıtım borusundan kaynak tabancasına besler. Tel besleme tüpü genellikle kaynak telinin sorunsuz bir şekilde beslenebilmesini sağlamak için kavisli bir şekilde tasarlanmıştır.
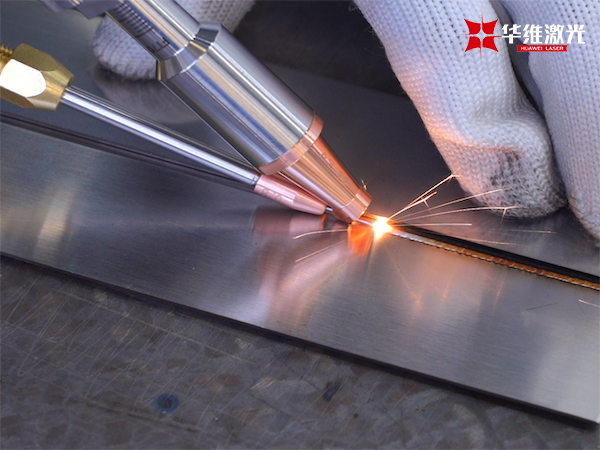
Tel Nozum:Kaynak tabancasına teslim edilen kaynak teli, lazer ışınının kaynak alanına memeden girer ve kaynak kısmına lazer ışını ile birlikte hareket eder.
Tel besleme sisteminin genellikle kaynak telinin kesin olarak verilmesini ve lazer ışınının etkili ışınlanmasını sağlamak için lazer kaynak ekipmanı ile senkronize çalışması gerekir, böylece erimiş havuzun stabilitesini ve kaynaklı eklemin kalitesini sağlar.
2. Kaynak tel malzemelerinin seçimi
Kaynak teli malzemesinin seçimi, kaynak kalitesini ve eklem mukavemetini doğrudan etkiler. Farklı taban malzemeleri, kaynaklı eklemin performansını sağlamak için farklı kaynak telleri gerektirir. Yaygın kaynak tel malzemeleri arasında paslanmaz çelik kaynak teli, alüminyum alaşım kaynak teli, bakır kaynak teli vb.
Temel Malzeme Eşleşmesi:Kaynak telinin kimyasal bileşimi, malzeme uyumsuzluğuna bağlı kaynak kusurlarını önlemek için taban malzemesiyle eşleşmelidir.
Mekanik Özellik Gereksinimleri:Kaynak tel malzemesinin mekanik özellikleri (mukavemet, sertlik, vb.) Eklemin yeterli mukavemete sahip olmasını sağlamak için uygulama gereksinimlerini karşılamalıdır.
Korozyon direnci ve yüksek sıcaklık direnci: Belirli özel ortamlarda kullanılan parçalar için, kaynak telinin korozyon direnci ve yüksek sıcaklık direnci de ilgili standartları karşılamalıdır.
3. Tel çapı seçimi
Tel çapının boyutu, dolgu miktarını, erimiş havuz kontrolünü ve kaynak hızını doğrudan etkiler. Ortak tel çapı aralığı genellikle 0.8 mm ve 2.4 mm arasındadır ve spesifik seçim aşağıdaki faktörlere bağlıdır:
Ana malzemenin kalınlığı: ince plaka kaynağı genellikle erimiş havuzu doğru bir şekilde kontrol etmek için daha ince bir tel (0.8mm veya 1.0mm gibi) kullanırken, kalın plakalar yeterli dolgu malzemesi sağlamak için daha kalın bir tel (1.6mm veya 2.0mm gibi) gerektirir.
Kaynak pozisyonu:Yatay veya asma kaynak derzleri için, daha ince tellerin erimiş havuzunu kontrol etmek ve aşırı erimiş havuzların neden olduğu kaynak kusurlarını azaltmak daha kolaydır.
Kaynak Gücü:Yüksek güçlü kaynak gereksinimlerini karşılamak için daha fazla dolgu metali sağlamak için daha yüksek güçlü bir lazer sistemi daha kalın bir tel ile eşleştirilebilir.
Doğru tel çapını seçmek, kaynak verimliliğini artırmaya, kaynak kusurlarını azaltmaya ve kaynaklı eklemin kalitesini sağlamaya yardımcı olur.
4. Teli kaynak tabancasına nasıl beslenir
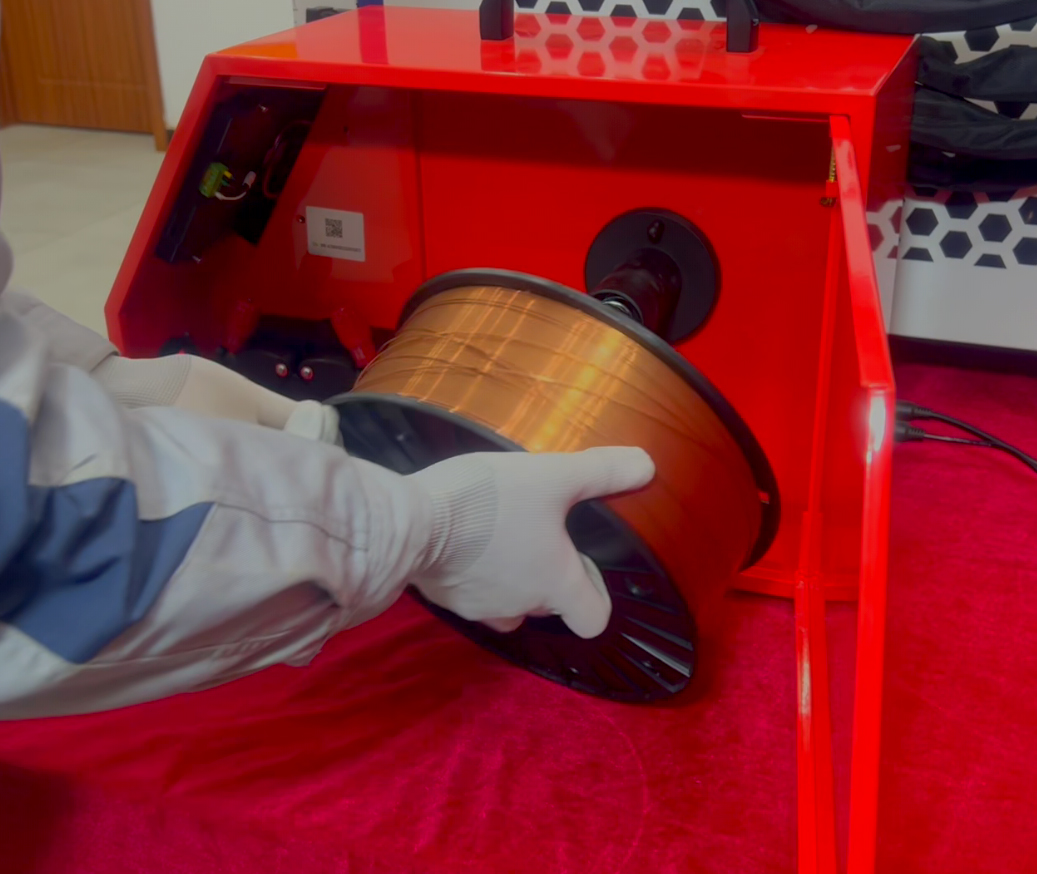
Tel genellikle tel besleyicinin tel besleme tüpünden kaynak tabancasına beslenir. Kaynak telini kaynak tabancasına besleme işlemi çok kesindir ve genellikle birkaç yol vardır:
Mekanik Tel Besleme Sistemi:Kaynak teli, motor ve tahrik tekerleği tarafından tel besleme tüpüne sürülür ve daha sonra kaynak teli, kılavuz sistem aracılığıyla lazer kaynak alanına beslenir.
Pnömatik tel besleme sistemi:Kaynak telini tel besleme tüpü boyunca itmek için gaz (azot veya basınçlı hava gibi) kullanılır. Bu yöntem nispeten basittir, ancak kaynak telinin sapmasını veya sıkışmasını önlemek için hassas hava akışı kontrolü gerektirir.
Tel besleme işlemi, kaynak telinin pürüzsüz, kırılmamış ve diğer bileşenlere müdahale etmemesini sağlamalıdır. Kaynak tabancasının tasarımı genellikle kaynak telinin lazer ışını ile kesin olarak yerleştirilmesini sağlamak için bir kılavuz cihaza sahiptir.

5. Tel besleme hızı kontrolü
Tel besleme hızı, lazer kaynağındaki temel parametrelerden biridir. Tel besleme hızının seçimi, lazer gücü, kaynak hızını, tel çapını ve erimiş havuzun boyutunu dikkate almalıdır. Genellikle, kablo telinin erimiş havuza sabit bir oranda beslenebilmesini sağlamak için lazer kaynağının hızı ile senkronize edilmesi gerekir.
Aşırı tel besleme hızı:Çok fazla dolgu metaline neden olabilir, eklemin erimiş havuzunu çok büyük veya aşırı doldurabilir, bu da kaynak kusurlarına neden olabilir.
Çok yavaş tel besleme hızı:Yetersiz kaynak teline, çok küçük erimiş havuza, kaynak ekleminin yetersiz mukavemetine ve hatta eksik kaynaklara yol açabilir.
Tel besleme hızını doğru bir şekilde kontrol etmek için, modern tel besleyiciler genellikle kaynak işleminin gerçek zamanlı geri bildirimine (lazer gücü, kaynak hızı, erimiş havuz sıcaklığı, vb.) Kaynak işleminin gerçek zamanlı geri bildirimine göre otomatik olarak ayarlayabilen yüksek hassasiyetli kontrol sistemleri ile donatılmıştır.

Lazer kaynak teknolojisi ve tel besleme çözümleri hakkında daha fazla bilgi edinmek istiyorsanız, lütfen Huawei Lazer ile iletişime geçin. Huawei Laser, şirketlerin kaynak teknolojisini ve üretim verimliliğini geliştirmelerine yardımcı olmak için kapsamlı teknik destek ve özelleştirilmiş hizmetler sağlayarak lazer kaynak teknolojisinin araştırma ve geliştirilmesi ve uygulanmasına odaklanmaktadır.


